
レーザ溶接は通常の溶接に比べて、熱影響の範囲が狭く、溶け込みが深い溶接方法です。
レーザ光の高いエネルギーで急速に溶融した鋼の一部が気化し、金属蒸気が発生します。
金属蒸気が噴き出す時の反作用で、溶融している部分の先端部を押し下げます。
この結果、キーホールと呼ばれる細長い円柱状の中空部が溶融金属内に形成されます。
このキーホール内面にレーザが照射されることで奥深くまで入熱でき、溶け込みが深くなります。
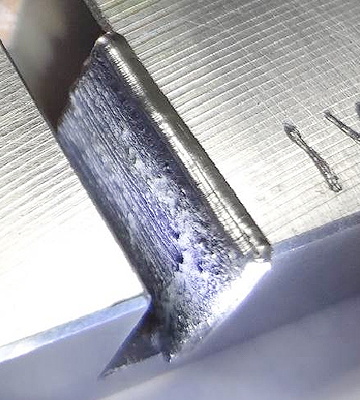
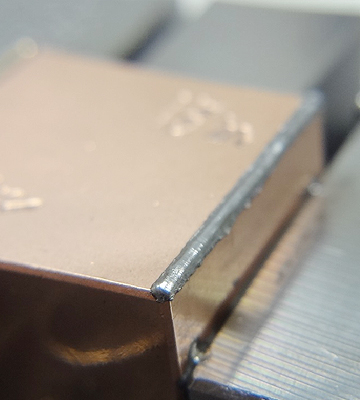
・熱による歪み・ヒケの影響が殆どない
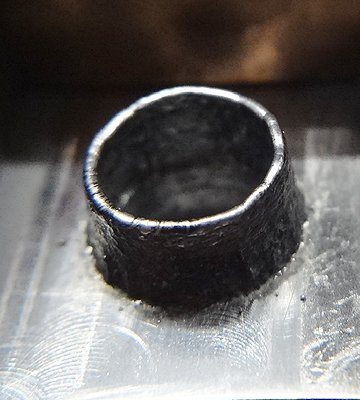
・針の先端など微細な箇所の溶接が可能
・狭くて深い箇所の溶接が可能
・溶接前の予熱、溶接後の熱処理が不要
・修正工程、後加工が大幅に短縮できる
| 用途 | ・プラスチック成形、アルミダイカスト成形等各種金型 ・成型各種工具の補修、設計変更 ・電子部品技術への応用 ・板金加工への応用、その他 |
|---|---|
| レーザ溶接可能素材 | スティール(HRC60まで) ・ステンレス ・鋳鋼 ・アルミ ・チタン ・ニッケル ・銅 ・銅合金(BeCu、CrCu等) …その他金属に対応いたします。 |
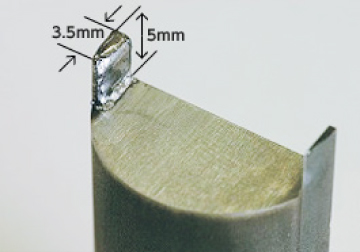
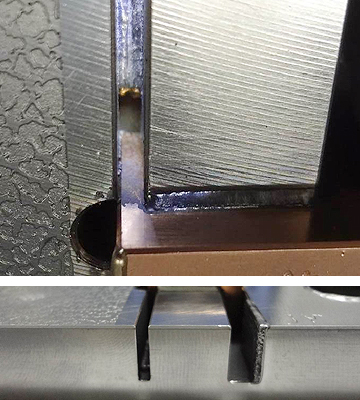
レーザ光は高いエネルギー密度をもっているため、熱影響範囲が狭く、溶け込みが深い溶接が可能です。
一方、エネルギー密度の低いTIG溶接は熱伝導だけで溶融するために、深い溶け込みができません。

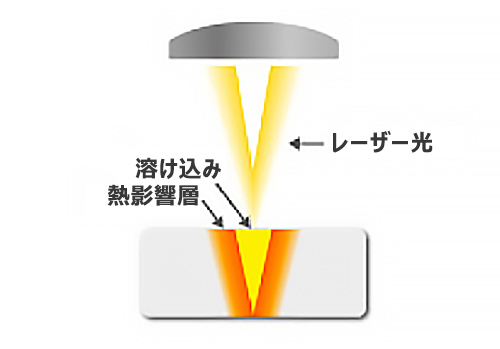
レーザ溶接はエネルギー密度が高く、母材を瞬時に溶融します。
熱が拡散しないので溶け込みが縦方向に深くなり、その結果、熱影響が少なくなり強固な溶接が可能になります。

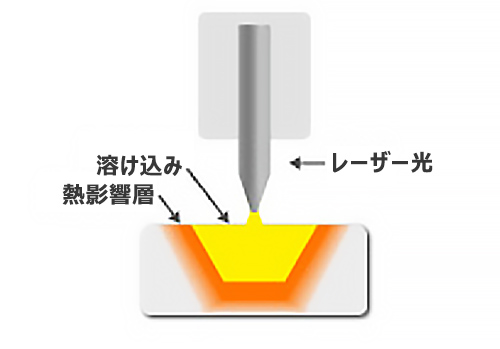
TIG溶接はエネルギー密度が低く、母材を瞬間に溶融することができません。 このため、溶け込みが横方向に広がります。
溶け込みを深くするためには長い時間、熱を加える必要があり、 余分な熱が横方向に伝わり母材の熱影響(歪み・硬度変化)が大きくなります。
| 分類 | 材質 | メイン溶接棒 |
|---|---|---|
| 軟鋼 | SS材、SM材、SB材、SPCC材 等 | Mold 90 等 |
| 炭素鋼 | S10~58C、SK材(炭素工具鋼)、FC・FCD(鋳鉄)等 | 用途別に使い分け |
| 低合金鋼 | SCM材、SNCM材、SCr材、SNC材 等 (PX5、PXA30、HPM1・2・7・50、NAK55・80、PLAMAX 等) |
Mold 90plus 等 |
| 熱間合金鋼 | SKD61、SKD61(改)、SKD4~8 等 (DAC、ORVAR、DHA1、DH2F、KDA、FDAC 等) |
Mold 55 等 |
| 冷間合金鋼 | SKD11、SKD11(改)、SKD1~2、SKH(ハイス) 等 (DC11、DC53、SLD、SVERKER21、HPM31 等) |
Mold 10 等 |
| ステンレス | マルテンサイト系 : SUS420J2(HPM38、STAVAX、S-STAR) フェライト系 : SUS430、 オーステナイト系 : SUS304、316L 析出硬化系 : SUS630、二相系 : SUS329J3L |
White11 等 用途別に使い分け |



| 材質 | 製品 | レーザ肉盛り溶接 | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| FC250 |  |
 |
|
||||||||||||
| FCD600 |  |
 |
|
||||||||||||
| SKD11 |  |
 |
|
||||||||||||
| SS400 |  |
 |
|
||||||||||||
 詳細はこちら
詳細はこちら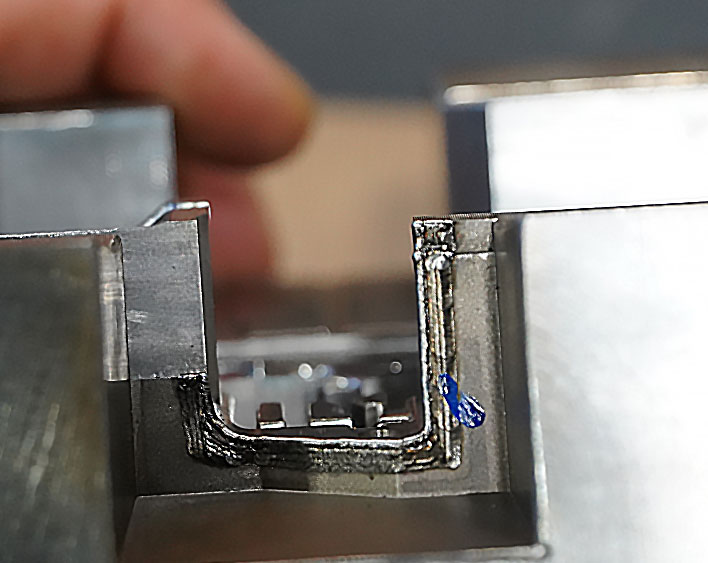 詳細はこちら
詳細はこちら 詳細はこちら
詳細はこちら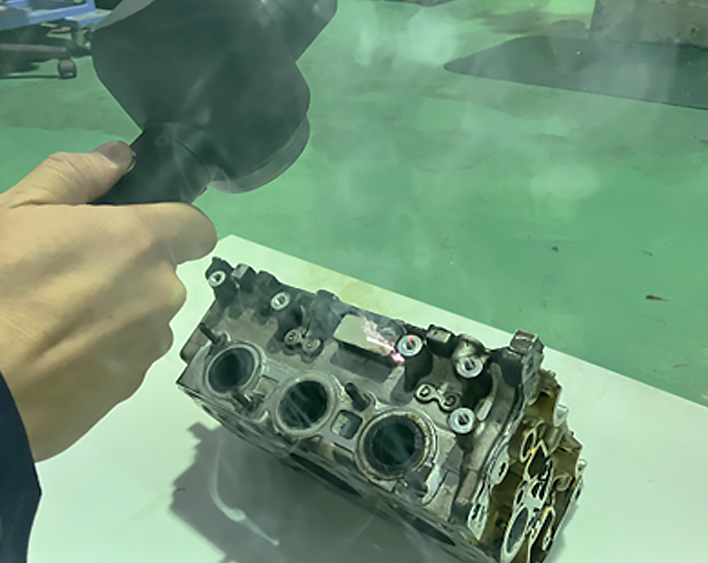 詳細はこちら
詳細はこちら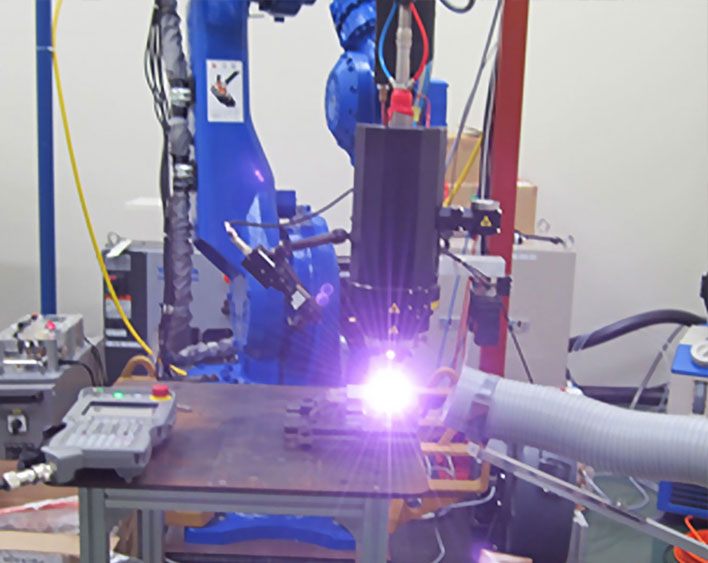 詳細はこちら
詳細はこちら